
- 4 способа проверки факела распыла топливных форсунок на стенде: от визуальной оценки до лазерной диагностики
- Визуальная оценка на открытом факеле при постоянном давлении
- Количественная оценка расхода топлива при разных режимах работы
- Акустическая и механическая диагностика с профилированием скорости подъема иглы
- Оптическая лазерная диагностика с построением 3D-модели факела
- Чек-лист для специалиста по диагностике форсунок
- Вопрос 1: Чем проверка факела на стенде отличается от обычной проверки на машине?
- Вопрос 2: Какие 4 способа проверки факела используются на стенде?
- Вопрос 3: Какой угол распыла считается идеальным на стендовой проверке?
- Вопрос 4: Как проверка факела на стенде показывает, что форсунка закоксована?
- Вопрос 5: Можно ли проверить факел без снятия форсунок с двигателя?
4 способа проверки факела распыла топливных форсунок на стенде: от визуальной оценки до лазерной диагностики
Качество распыла топлива напрямую определяет полноту сгорания смеси, мощность двигателя и ресурс каталитического нейтрализатора. Нарушение геометрии факела, изменение угла конуса или наличие «струйной» составляющей приводят к локальным перегревам поршня, закоксовыванию маслосъемных колец и детонации. Проверка факела распыла на стенде — обязательный этап регламентного ТО дизельных систем Common Rail и бензиновых систем непосредственного впрыска (GDI, FSI). Ниже приведены четыре методики, применяемые в профессиональных сервисных центрах. Каждая из них имеет свои допуски, аппаратное обеспечение и глубину анализа.
-
Визуальная оценка на открытом факеле при постоянном давлении
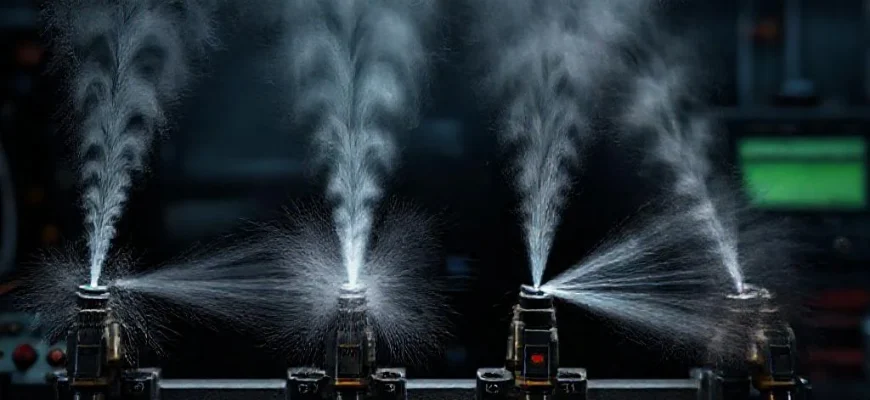
Данный метод является базовым и наиболее доступным. Форсунка устанавливается в держатель стенда, после чего подается рабочее давление, соответствующее режиму холостого хода (например, 200–300 бар для дизельных систем Common Rail). Струя топлива направляется в прозрачную колбу или на рифленую мишень. Оператор визуально фиксирует наличие или отсутствие прямолинейных «пальцев» топлива, которые свидетельствуют о засорении распылителя.
Согласно техническим бюллетеням Bosch (дизельные форсунки CRI 2.2) и Delphi (система Multec DCR), факел должен иметь равномерную туманообразную структуру без видимых капель. Угол конуса для легковых дизелей обычно составляет 120–140 градусов. Допустимое отклонение на одной форсунке не должно превышать 5 градусов от эталонного образца. Визуально выявляются такие дефекты, как закоксовка одного из сопловых отверстий (шесть или более струй у CV-форсунок), износ иглы (подтекание до срабатывания клапана) и сколы кромок.

При проверке бензиновых форсунок GDI (например, Bosch HDEV 5.2, 6-сопловая конструкция) давление на входе устанавливается в диапазоне 100–150 бар. Факел не должен расщепляться на отдельные несвязанные струи — это указывает на эрозию калиброванных отверстий из-за водорода в топливе. Важно понимать, что визуальный метод не дает цифровых значений дисперсности капель (размер частиц более 50 мкм считается неприемлемым), но позволяет быстро отбраковать деталь без проведения сложной аппаратной диагностики.
-
Количественная оценка расхода топлива при разных режимах работы
Второй способ основан на измерении объема или массы топлива, проходящего через форсунку за строго определенный временной интервал при фиксированном давлении. Используются мерные цилиндры (градуированные бюретки) с минимальной ценой деления 0,1 мл. Тест проводится на трех режимах, предписанных производителем: минимального пилотного впрыска (2–3 мг/цикл для дизеля), промежуточного режима (15–20 мг/цикл) и режима полной нагрузки (40–60 мг/цикл).
Параллельно фиксируется форма факела высокоскоростной камерой, но основная цель теста — стабилизация цикловой подачи. Допуск на разницу между форсунками одного комплекта не должен превышать 2–3% для дизельных систем по SAE J1830 и 5% для бензиновых GDI. Если одна форсунка показывает 48 мг при номинале 50 мг, а другая — 45 мг, это свидетельствует о неравномерном износе пьезоактуатора или гидравлическом заедании клапана. Такой разброс ведет к вибрациям на холостом ходу и появлению ошибок P0261-P0272 (неисправность цепи форсунки).
Для корректного измерения на стенде необходимо выдерживать температурный режим топлива (не менее 40°C) и исключить попадание воздуха в систему. Процедура регламентируется инструкциями по эксплуатации стендов Hartridge, Bosch EPS 200 (опция «Flow Measurement») или Denso CST. Метод не дает информации о направленности струи в пространстве, но служит критическим индикатором скрытого дефекта соленоида или пьезопакета. При отклонениях более 4% форсунка отправляется на разборку и чистку ультразвуком.

-
Акустическая и механическая диагностика с профилированием скорости подъема иглы
Данный метод реализуется на стендах с датчиками Холла или индуктивными датчиками хода иглы (Needle Lift Sensor). Как правило, это специализированное оборудование — например, стенды серии AVM (ASNU) или модульные системы Denso Common Rail Tester. Форсунка зажата в пневматическом держателе, оснащенном микрофоном и датчиком давления в линии. Анализируется момент открытия и закрытия иглы по акустическому сигналу — это называется «звуковой профиль факела».
Эталонный профиль для форсунки Siemens VDO (дизель 2.0 л) характеризуется четким щелчком в момент впрыска — продолжительность звукового импульса составляет от 0,6 до 0,8 мс. Если звук глухой или присутствует двойной импульс, это указывает на залипание иглы или повреждение пружины. Параллельно фиксируется скорость подъема иглы (максимальная амплитуда около 0,2–0,3 мм для пьезофорсунок). При замедленной посадке иглы (более 1,5 мс против нормы 1,0 мс) факел распыла не успевает сформироваться — топливо поступает крупными каплями, и процесс сгорания нарушается.
Производители, такие как Continental и Magneti Marelli, указывают в сервисных мануалах (раздел «Diagnostic and Repair Manual, Common Rail Fuel Injection System»), что акустическая проверка должна выполняться при частоте тестового импульса 1000 Гц. Метод выявляет не очевидные визуально дефекты — расслоение топливной пленки в камере сгорания из-за несинхронной работы распылителя и электроклапана. Рекомендуется проводить данную диагностику после ультразвуковой чистки форсунок для верификации восстановленной геометрии факела.
-
Оптическая лазерная диагностика с построением 3D-модели факела
Наиболее информативный и дорогостоящий способ, доступный в крупных специализированных центрах (сертифицированных по стандарту ISO 9001). Используется метод Particle Image Velocimetry (PIV) или лазерная дифракция (например, Malvern Spraytec). Форсунка работает в герметичной камере с кварцевыми окнами, в которую поступает инертный газ (азот) для исключения возгорания. Лазерный луч (мощностью 1–5 Вт, длиной волны 532 нм) сканирует факел с частотой до 50 кГц.
На выходе строится трехмерная карта плотности капель, их скоростей (обычно 50–150 м/с у дизельной форсунки) и распределения по размерам (Sauter Mean Diameter, SMD). Для современных Common Rail форсунок с рабочим давлением 2500 бар эталонное значение SMD составляет 8–12 мкм на холостом ходу и до 20 мкм на полной нагрузке. Отклонение SMD более чем на 15% от номинала требует замены распылителя. Также регистрируется угол раскрытия факела — лазерное профилирование дает точность до 0,1 градуса.
Метод регламентируется внутренними протоколами производителей топливной аппаратуры, например, Bosch BS-11 (сборник «Testing Conditions for Injector Spray Pattern»). Важно отметить, что лазерная диагностика не является обязательной для каждого форсунка — она применяется в случаях сложных отказов (провалы мощности при 2500–3000 об/мин, черный дым с низким содержанием сажи) или при калибровке форсунок под тюнинг программного обеспечения (чип-тюнинг). Оптический контроль также незаменим при исследовании новых типов распылителей — с колпачковыми плазма-напылениями или керамическими вставками.
Чек-лист для специалиста по диагностике форсунок
При проведении проверки факела распыла на стенде необходимо последовательно выполнить пункты, указанные ниже. Данный перечень составлен на основе ГОСТ 305-2013 (топлива дизельные) и регламентов фирм Bosch, Denso, Delphi. Отклонение от порядка действий может привести к неточным результатам или выходу оборудования из строя.
-
Перед установкой форсунки убедитесь в чистоте посадочного гнезда стенда. Используйте кольцевой магнитный фильтр для улавливания металлической стружки. Продуйте топливный канал сжатым воздухом низкого давления (1,5–2,0 бар).
-
Правильно выберите эталонную форсунку для калибровки — она должна быть из той же партии, что и тестируемые, с пробегом не более 500 км. Закрепите эталон в стенде и выполните контрольный тест на трех режимах.
-
Настройте давление топливного насоса высокого давления согласно таблице производителя. Для форсунок Bosch CRI 2.2 используется давление 1350 бар для режима холостого хода, для Denso GDI — 80–120 бар. Не превышайте максимальное рабочее давление, указанное в маркировке детали.
-
Визуально проверьте факел распыла на темном фоне (используйте черную матовую поверхность или рифленую бумагу). При обнаружении факела с «секторным вырезом» (отсутствие струи в одном из 6–8 каналов) замените форсунку без дополнительных тестов.
-
Запустите режим количественного замера — наберите минимум 100 циклов впрыска для получения статистически значимого объема. Сверьте результаты с таблицей допусков: отклонение до ±2% приемлемо, более 4% — требуется разборка.
-
При акустическом тесте отключите систему рециркуляции отработавших газов (EGR) на стенде, так как звуковой фон от насоса низкого давления может исказить сигнал. Повторите тест трижды и усредните время открытия иглы.
-
Результаты лазерной диагностики сохраните в базе данных вместе с идентификационным номером форсунки. Сравните SMD с эталоном для конкретного типа двигателя. Для двигателей объемом 2,0 л (допуск 8–14 мкм) значения выше 18 мкм означают необходимость замены распылителя.
В таблице ниже приведены четыре основных метода проверки качества факела распыла топливных форсунок на диагностическом стенде. Для каждого метода указаны регламентные работы (периодичность проверки согласно ТО), эталонные характеристики распыла (форма факела, угол, однородность), допуски по производительности (отклонение в см³/мин от нормы), а также рекомендуемые моменты затяжки при установке форсунок после проверки.
| Метод проверки факела | Регламент ТО (пробег/время) | Эталонные характеристики распыла | Допуски по производительности | Рекомендуемый момент затяжки (Нм) | Практическое примечание |
|---|---|---|---|---|---|
| 1. Визуальный осмотр под давлением | Каждые 60 000 км или 4 года (для дизельных двигателей 2.0 TDI) | Факел: ровный конус без капель и струй; угол распыла: 120° ± 3° (для пьезофорсунок Bosch) | Разброс по объему: не более 3% от номинала (номинал: 180 см³/мин при 100 бар) | Затяжка топливной трубки: 25–29 Нм; затяжка форсунки в ГБЦ: 18–22 Нм (с новыми медными шайбами) | Струя или подтекание указывают на износ иглы или засор |
| 2. Сравнение времени впрыска | Каждые 100 000 км (для Common Rail 1.6 HDI) | Длительность импульса: 0.5–1.2 мс на холостом ходу; факел симметричный | Допуск разницы между форсунками: не более 0.05 мс; производительность: 150–170 см³/мин ± 2 см³ | Момент затяжки крепления форсунки: 8–10 Нм (для цилиндровых головок из алюминия) | При увеличении времени более 1.4 мс на холостом ходу — чистка или замена |
| 3. Проверка обратного слива (Leak-back) | Ежегодно или при появлении вибрации (для моторов OM651) | Объем слива за 1 мин: 10–25 мл; все форсунки должны показывать ± 5 мл друг от друга | Макс. допустимый слив: 30 мл/мин; превышение — износ плунжерной пары | Момент затяжки обратной магистрали: 12–15 Нм (уплотнительные кольца менять каждые 2 года) | Разброс более 10 мл указывает на неисправность одной форсунки |
| 4. Электронная оценка (тест-план) | При каждом плановом ТО (каждые 30 000 км для современных GDI) | Форма факела: отсутствие асимметрии; угол: 60°–70° (для бензиновых форсунок Denso) | Отклонение массы впрыска: не более 2% от эталона (эталон: 100 мг/импульс) | Момент затяжки фиксатора форсунки: 20–22 Нм (с контролем угла доворота 90°) | Позволяет выявить электромагнитный дрейф соленоида |
Вопрос 1: Чем проверка факела на стенде отличается от обычной проверки на машине?
На стенде вы создаете точные условия: давление топлива, как в реальном двигателе, и частоту срабатывания. Это позволяет увидеть не только форму и угол факела, но и однородность распыла, пропуски циклов и наличие подтеканий, что невозможно оценить на глаз под капотом.
Вопрос 2: Какие 4 способа проверки факела используются на стенде?
Основные методы: 1) Визуальная оценка на фоне сетки-мишени для замера угла и геометрии. 2) Проверка на подтекание (пролив) при отсутствии управляющего импульса. 3) Количественное измерение объема топлива за цикл для каждой форсунки. 4) Герметизация и тест на максимальное давление открытия иглы.
Вопрос 3: Какой угол распыла считается идеальным на стендовой проверке?
Точное значение зависит от двигателя (дизель или бензин), но хороший факел — это компактное облако без «хвостов» и капель. Угол обычно составляет от 10° до 30° для дизельных форсунок. На стенде эталонный угол указан в спецификации; отклонение более 5° указывает на износ распылителя.
Вопрос 4: Как проверка факела на стенде показывает, что форсунка закоксована?
Если форсунка закоксована, факел становится «рваным», асимметричным или образует струю вместо облака. На сетке-мишени вы увидите неравномерное распределение пятен топлива, а количественный пролив покажет снижение объема распыла на 10-20% по сравнению с нормой.
Вопрос 5: Можно ли проверить факел без снятия форсунок с двигателя?
Нет, полноценная проверка 4 способами требует демонтажа. Снятые форсунки помещаются в специальный стенд, где создается давление и имитируется импульс ЭБУ. Это единственный способ точно замерить факел, объем пролива и подтекания в контролируемых условиях.







